水流制御バタフライ弁用の銘板例
<例>ステンレスエッチング銘板
サイズ外R75×内R74 厚み0.8 4-R4 2-Φ3.6 艶メラミン
【バタフライ弁】

バタフライ弁とは、水道管などの水流を制御するための装置です。 バタフライ弁は、円形のバタフライ状態の部品を持つ弁で、水流を閉じるために使います。主に上水・ 工水・農水のなどの流体を輸送するために使用される管状の物体の管路に据付ける、流体の遮断に使用される。日本水道協会(JWWA)が定める、水道管継手試験方法に関する規格基づき、設計製作されている。
バタフライ弁は、開閉部が2個あるバルブ、開閉部が2個あるため、開閉抵抗時々が少なく、開閉時間が短くなります。NS形ダクタイル鋳鉄異形管、鋳鉄製の異形管で、内径が横断面で楕円形をしているものもあります。
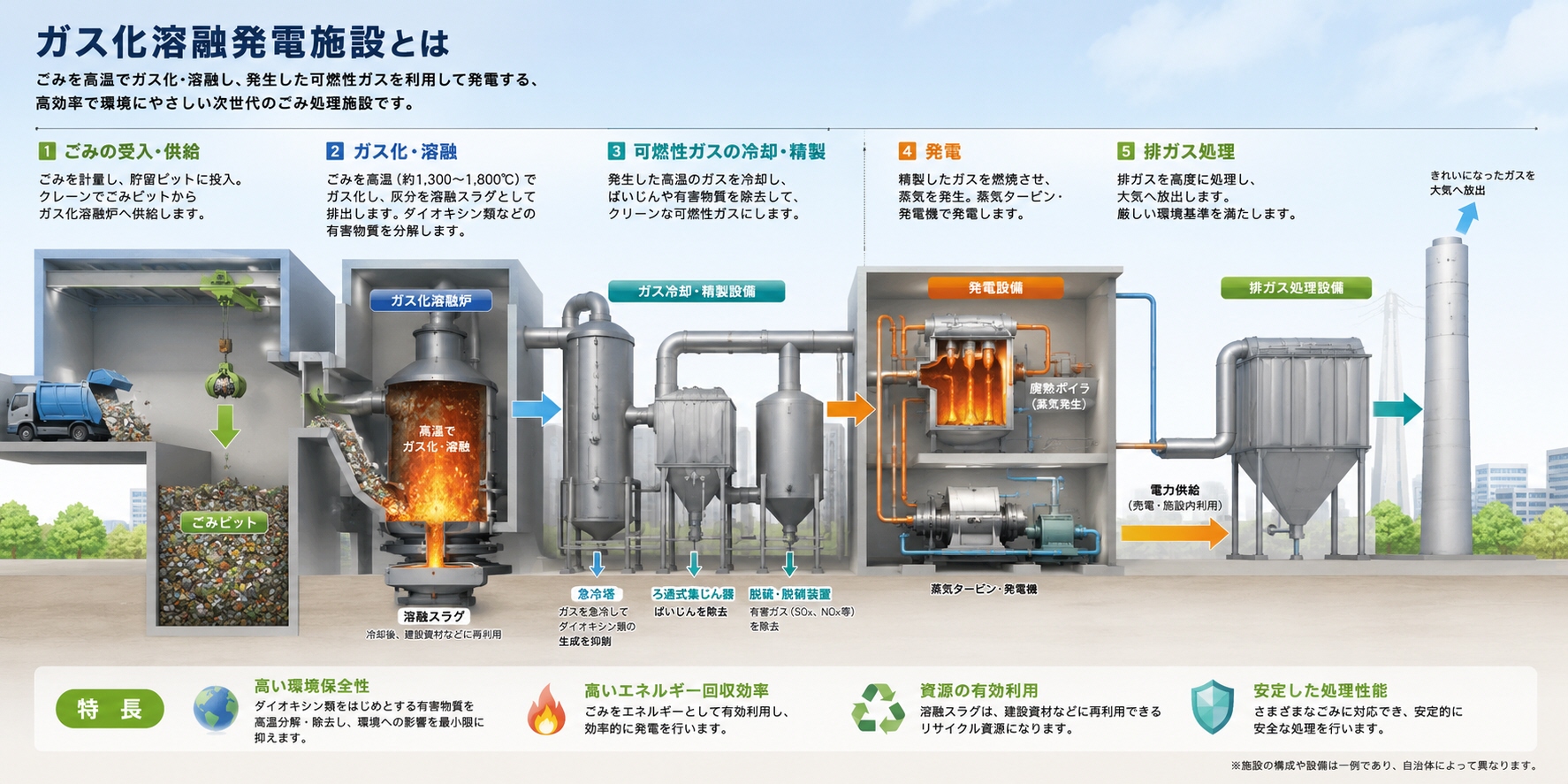
ガス化溶融発電施設の銘板例
<例>ステンレスエッチング銘板

サイズ50×80 厚み0.8 1-Φ5 艶メラミン
【ガス化溶融発電施設】

ガス化溶融発電施設は、発電機などの発電装置が消費するエネルギーと、それによって発生する電力の関係を表す指標の発電効率が高く、環境に配慮した影響を測定するための指標とした環境負荷が少ないという特徴があります。廃棄物を高温空気の中に投入し、熱分解して燃焼するストーカ式の焼却施設で焼却灰を溶融・資源化する場合は、溶融施設等を併設する必要がある。汚染物質であるダイオキシンが環境中に放出され、生物に悪影響を及ぼす問題で最終処分場が作られている。
廃棄物を高温の空気中で燃やし、灰燼を得るキルン式焼却施設。燃料を燃やして熱を得るために、その熱を利用して環境に放出する温室効果ガスを減らす流動式焼却施設。燃料を燃やして熱を得て、その熱を利用して空気を加熱し、空気を加熱した熱を利用して空気を加熱するシャフト式焼却施設。などがあります。
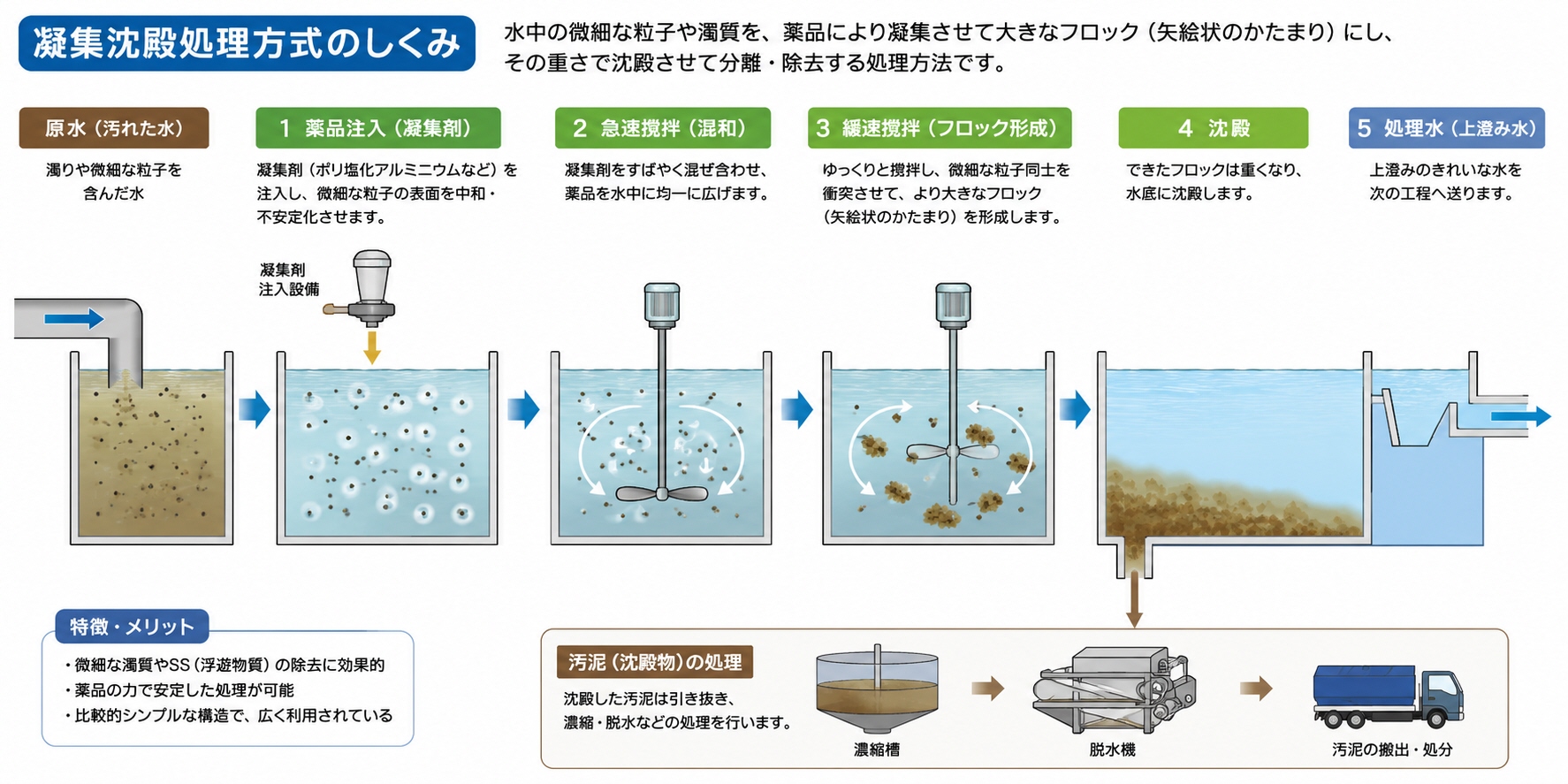
凝集沈殿処理設備の銘板例
<例>アルミエッチング銘板

サイズ200×300 厚み1 黒 艶メラミン
<例>UV印刷方式
サイズ200×300 厚み1 PETとアルミ張り合わせ
【凝集沈殿処理】
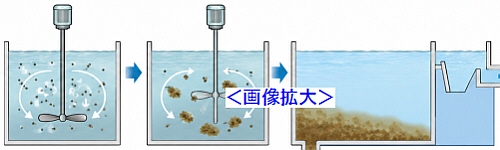
凝集沈殿処理方式とは、汚染物質を沈殿させるために、汚染水を様々な処理方法で処理する方式のことです。液体中に存在する微粒子を凝集させる物質の凝集剤という薬品を用いて、細胞や細菌などの生物学的な粒子や汚染水の微小な粒子をまとめて大きな固まりにすることで、沈降物が進んでいる汚染水が重力や空気の流れなどの力によって沈降物が沈殿して底部に沈む分離・沈殿することができるようになります。
凝集沈殿処理 除去できない物質は有機物 ・重金属 ・細菌 ・ウイルスなどがある。下水処理施設の種類には、汚水処理施設、汚泥処理施設、汚物処理施設、汚染水処理施設、汚染物処があります。
水耕栽培設備の銘板例
<例>アルミエッチング銘板
サイズ80×100 厚み1 紺 黒メラミン

水耕栽培設備は、土を使わず、水に溶かした肥料成分を植物の根に供給して育てるための設備です。葉物野菜、ハーブ、トマト、イチゴなどの栽培に利用され、屋内型植物工場、ビニールハウス、店舗併設型農園、家庭用設備まで幅広く導入されています。
主な構成は、栽培槽や栽培ベッド、養液タンク、循環ポンプ、配管、照明、空調、各種センサー、制御盤です。養液の濃度やpH、水温、流量などを管理しながら、植物の生育に適した環境を維持します。
主な設備
栽培ベッド・栽培槽
植物を固定し、根に養液を供給する部分です。栽培方式や作物に合わせて、パネル、トレー、パイプ、培地などが使用されます。
養液タンク
水と肥料を混合した養液を貯める設備です。攪拌装置を取り付け、肥料濃度を均一に保つ場合もあります。
循環ポンプ・配管
養液を栽培槽へ送り、タンクへ戻すための設備です。流量不足や配管詰まりは生育不良につながるため、安定した循環が重要です。
LED照明
屋内栽培では、太陽光の代わりに植物育成用LEDを使用します。作物に応じて、光量、照射時間、光の波長を調整します。
空調・換気設備
室温、湿度、気流を管理します。結露やカビを防ぎ、植物の蒸散や光合成を安定させる役割があります。
センサー・制御装置
pH、肥料濃度を示すEC値、水温、室温、湿度、CO₂濃度、水位、流量などを測定します。自動制御により、養液補給や照明、空調を調整できます。
主な栽培方式
NFT方式
傾斜をつけた栽培ベッドに薄い養液を連続して流す方式です。葉物野菜やハーブに適しています。
DFT方式
一定の深さに養液をため、その中へ根を伸ばす方式です。水温や酸素量の管理が重要です。
湛液・浮遊方式
養液の上に栽培パネルを浮かべる方式で、大量の葉物野菜を効率よく栽培できます。
培地耕方式
ロックウール、ヤシ殻、ウレタンなどの培地に植物を植え、養液を点滴供給します。トマトやイチゴなどの果菜類に多く使われます。
噴霧耕方式
根を空中に伸ばし、霧状の養液を噴射する方式です。酸素を供給しやすい一方、ノズル管理や停電対策が必要です。
メリットと注意点
水耕栽培は、天候や土壌条件の影響を受けにくく、年間を通じて安定生産しやすいことが特長です。水や肥料を循環利用でき、省スペース化や多段栽培、自動化にも適しています。
一方で、ポンプ停止や停電、養液濃度の異常、病原菌の混入が設備全体へ影響する場合があります。そのため、予備ポンプ、非常電源、フィルター、殺菌装置、警報システムなどを含めた設備設計と、定期的な清掃・点検が重要です。
各種試験機システムの銘板製作
<例>アルミエッチング銘板
サイズ50×100mm 1mm厚み 2-Φ(穴ピッチ94) 艶メラミン
工業用各種試験機システムは、材料・部品・製品に力、振動、温度、圧力、電気負荷などを与え、強度・耐久性・性能・安全性・信頼性を評価する設備です。研究開発、設計検証、品質管理、出荷検査、故障解析などに使用され、自動車、航空宇宙、電子機器、金属加工、樹脂、建設機械など幅広い製造分野で活用されています。
主な試験機の種類
材料試験機
引張、圧縮、曲げ、せん断などの荷重を加え、強度、伸び、弾性、破断特性を測定します。
疲労・耐久試験機
繰り返し荷重や連続動作を与え、長期間使用した場合の摩耗、亀裂、変形、寿命を確認します。
振動・衝撃試験機
輸送時や機械稼働時に発生する振動・衝撃を再現し、部品の緩み、破損、接触不良などを調べます。
環境試験機
高温、低温、湿度、熱衝撃、塩水噴霧などの環境を再現し、製品の耐候性や耐食性を評価します。
圧力・気密試験機
配管、バルブ、タンク、シリンダーなどに圧力を加え、耐圧性能や空気・液体の漏れを検査します。
回転・動力試験機
モーター、ポンプ、ギア、ベアリングなどを運転し、回転数、トルク、効率、温度、振動を測定します。
システムの基本構成
試験機システムは、荷重や温度などを発生させる負荷装置、状態を検出するセンサー、試験条件を制御するコントローラー、測定結果を記録・解析するデータ収集ソフトウェアで構成されます。自動運転、異常停止、グラフ表示、合否判定、試験成績書の自動作成などにも対応できます。
導入時には、対象物の大きさ、必要荷重、測定精度、試験速度、温度範囲、規格、試験時間、安全対策を整理し、目的に合った試験機と計測システムを選定することが重要です。
石油タンクヤードの屋外設備の銘板例
<例>ステンレスエッチング銘板
サイズ35×80 厚み1 2-Φ1 ビス孔 シートあり
石油タンクヤードとは、原油・ガソリン・軽油・灯油・重油などの石油製品を、大型の貯蔵タンクで保管し、受け入れ・払い出し・品質管理を行う施設です。製油所、石油コンビナート、港湾施設、発電所、空港、工場などに設置されています。
タンカー、タンクローリー、鉄道、パイプラインなどで運ばれた石油を一時的に貯蔵し、必要な量を安定して供給する中継拠点として重要な役割を持ちます。
主な設備
石油タンクヤードには、次のような設備があります。
- 貯蔵タンク:原油や各種石油製品を保管
- 配管・バルブ:石油をタンク間や出荷設備へ移送
- ポンプ設備:石油を吸引・圧送
- 液面計・温度計・圧力計:タンク内部の状態を監視
- 防油堤:漏えいした石油が施設外へ流出するのを防止
- 消火設備:泡消火設備、散水設備、消火栓など
- 荷役設備:タンカーやタンクローリーへの積み込み・荷下ろし
- 油水分離設備:排水に混入した油を分離
貯蔵タンクの種類
原油や重油には、屋根が固定された固定屋根式タンクが使用されます。ガソリンなど揮発性の高い石油製品では、液面に合わせて屋根が上下する浮屋根式タンクを採用し、蒸発損失や可燃性ガスの発生を抑えます。
LPGなどの液化ガスには、球形タンクや耐圧性を備えた横置き円筒形タンクが用いられます。
安全管理
石油は引火性が高いため、タンクヤードでは漏えい、火災、爆発、静電気、落雷、腐食などへの対策が欠かせません。設備の定期点検、タンク底板の腐食検査、配管の肉厚測定、ガス検知、接地、立入管理、緊急遮断設備などによって安全性を確保します。
近年では、液面や温度を遠隔監視するシステム、ドローンによる外観点検、3Dスキャンによるタンクの変形・傾き測定なども活用されています。
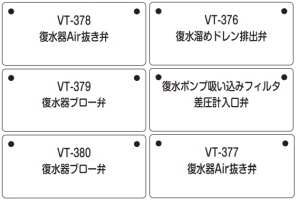
【復水器】

復水器(ふくすいき、英: condenser)は、熱を効率的に伝えるために使用される熱交換器の一種です。蒸気を力源として利用して動力を発生させる蒸気タービンやシリンダー内で動力を発生させ、取り出した後の、温度が高い状態の蒸気の低圧の湿り蒸気を冷却して凝縮させ、溶質が溶解できる限界まで溶解した飽和液に戻す装置である。
製紙工場 ・製鋼工場 ・石油化学工場 ・発電所 ・石油精製所 ・石油工場 ・石油タンクヤードなどの施設で利用しています。
機械仕様の銘板例
<例>カシメ加工機のアルミエッチング銘板

サイズ35×55mm 2-4Φ 4-3R 艶メラミン
【カシメ加工】

カシメ加工は、金属材料接合させる加工技術の一つです。物体を力によって変形させて、その塑性変形が恒久的に保持するために、二枚の金属板を加工して作成した部品に、開いた穴の中にリベット等の棒を入れ、片方の穴からリベットの先を変形させて、固定します。カシメ加工は、古代ギリシャ時代から使われていました。
カシメ加工には、ステンレスカシメ加工 ・アルミニウムカシメ加工 ・スチールカシメ加工 ・銅カシメ加工 ・ニッケルカシメ加工 ・チタンカシメ加工 ・ハードカシメ加工などがあります。
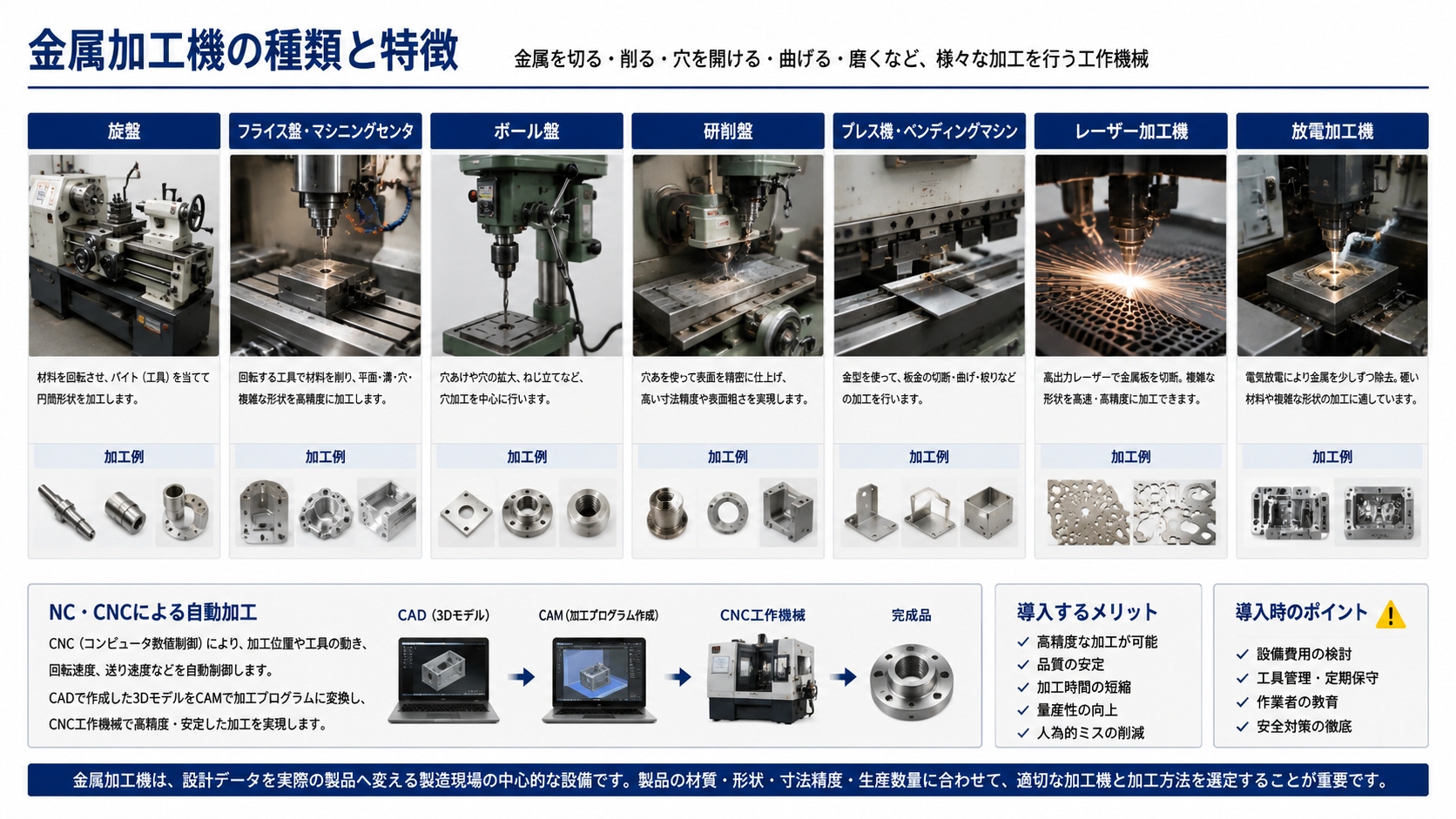
金属加工機の銘板例
<例>アルミエッチング銘板
アルミ0.5mm厚み サイズ25×100mm 2-Φ(穴ピッチ94) 艶メラミン

金属加工機とは、鉄、ステンレス、アルミ、銅、真鍮などの金属材料を、目的の形状や寸法に加工するための機械です。切る、削る、穴を開ける、曲げる、成形する、接合するといった加工を行い、自動車部品、産業機械、金型、建設機械、航空機部品、電子機器部品などの製造に使用されます。
主な金属加工機
旋盤
材料を回転させ、切削工具を当てて円筒形状を加工します。シャフト、ボルト、ローラー、軸受部品などの製作に適しています。
フライス盤・マシニングセンタ
回転する工具によって材料を削り、平面、溝、穴、複雑な立体形状を加工します。マシニングセンタは工具交換や複数工程を自動で行えます。
ボール盤
金属材料に穴を開けたり、穴を広げたり、ねじ加工を行ったりする機械です。
研削盤
砥石を使用して表面を精密に仕上げます。寸法精度や表面の滑らかさが求められる部品に使用されます。
プレス機・ベンディングマシン
金型を使って板金を打ち抜く、曲げる、絞るなどの加工を行います。カバー、ブラケット、筐体などの量産に向いています。
レーザー加工機
高出力レーザーで金属板を切断します。複雑な輪郭や細かな形状を高速・高精度に加工できます。
放電加工機
電気放電によって硬い金属を少しずつ除去します。切削工具では加工しにくい超硬材や複雑な金型形状に利用されます。
NC・CNCによる自動加工
現在の金属加工機では、加工位置、工具の動き、回転速度、送り速度などを数値制御するCNC装置が広く使われています。CADで作成した3DモデルをCAMで加工プログラムに変換し、CNC工作機械へ送ることで、複雑な形状でも安定した品質で加工できます。
導入するメリット
金属加工機を活用すると、手作業では難しい高精度な加工が可能になり、品質の安定、加工時間の短縮、量産性の向上、人為的なミスの削減につながります。一方で、設備費用、工具管理、定期保守、作業者の教育、安全対策が必要です。
金属加工機は、設計データを実際の製品へ変える製造現場の中心的な設備です。製品の材質、形状、寸法精度、生産数量に合わせて、適切な加工機と加工方法を選定することが重要です。
ソレノイドバルブの銘板事例
アルミ0.5mm厚み サイズ67×229mm 4-R3 W付 青文字エッチング銘板
<機械銘板事例>
ステンレス1mm厚み サイズ12×45mm 4-2mmビス孔 4-R2 黒ミラミン エッチング銘板
ソレノイドバルブとは、電磁石(ソレノイド)の力を利用して、空気・水・油・ガスなどの流体を自動で開閉・切り替えするバルブです。日本語では「電磁弁」と呼ばれます。
電気を流すとコイルが磁力を発生し、内部のプランジャーや弁体が動いて流路を開閉します。電源を切ると、ばねの力などで元の位置へ戻ります。
主な構成は、電磁コイル、可動鉄心、ばね、弁体、バルブ本体です。用途に応じて、通電時に開く「常時閉型」、通電時に閉じる「常時開型」、流れの方向を切り替えるタイプがあります。
産業機械では、エアシリンダーの制御、冷却水や潤滑油の供給、真空装置、食品機械、医療機器、自動車、化学設備などに広く使用されています。電気信号だけで素早く流体を制御できるため、自動化設備に欠かせない部品です。

ソレノイドバルブの参考事例には、次のようなものがあります。
産業機械のエアシリンダー制御
電気信号で圧縮空気の流れを切り替え、シリンダーの前進・後退を制御します。組立機、搬送装置、プレス機などで使用されます。
冷却水・潤滑油の供給
工作機械や成形機で、必要なタイミングに冷却水や潤滑油を供給・停止します。加工精度の維持や機械部品の摩耗防止に役立ちます。
食品・飲料機械
充填機や洗浄装置で、水、蒸気、洗浄液などの流れを自動制御します。衛生性が求められるため、ステンレス製の電磁弁が多く使われます。
自動車
燃料蒸気の制御、冷却水の切り替え、空圧・油圧装置などに使用されます。車両の運転状態に応じて流体を細かく制御します。
真空装置
真空配管の開閉や、大気導入の切り替えに使用されます。半導体製造装置、吸着搬送装置、真空包装機などで活用されています。
医療・分析装置
酸素、空気、試薬、洗浄液などを少量かつ正確に制御します。小型で応答性の高いソレノイドバルブが採用されます。
防災設備
スプリンクラー設備や消火設備で、警報信号に応じて水や消火剤の流路を開きます。緊急時の確実な作動が求められます。
イラストレーターとの互換性
IllustratorのAI形式データからエッチング銘板を製作
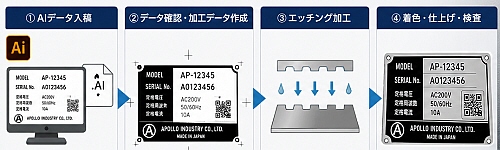
AIデータは文字・線・ロゴなどをベクターデータのまま扱えるため、細かな図面や記号を含む工業銘板にも適しています。
入稿時は、文字をアウトライン化し、リンク画像がある場合は埋め込み、不要なレイヤーや隠しオブジェクトを整理しておくと安心です。寸法・板厚・材質・取付穴・角R・着色の指定もデータ内または別紙で明記します。
エッチング加工では、ステンレス・アルミ・真鍮などの金属板に文字や図柄を腐食加工で凹ませ、必要に応じて黒・赤・青などで着色します。印刷ではなく彫り込みによる表示のため、油・水・摩擦・屋外環境にも比較的強く、機械銘板、操作表示板、型式銘板、注意銘板、制御盤用銘板などに向いています。
特にAIデータからの製作では、ロゴ、回路記号、結線図、QRコード、データマトリックスなども高精細に再現しやすいのが特長です。小さな文字や極細線は加工限界があるため、線幅・文字サイズを事前に確認して調整すると、視認性と耐久性を両立できます。
IllustratorのAI形式データから彫刻銘板を製作

ベクトル編集のソフトウェアで制作されたデータからの彫刻。
アドビーのイラストレーターとの互換性
彫刻は1本のラインで重ねて彫りこんで生きます。そのために画像のアウトラインが必要になります。
①イラストレーター側でAIの拡張子で保存。
②AIの拡張子データからCAD用のDXFデータに変換。
③アウトラインのベジエ曲線の円弧補間します。
④ベタ色部分はハッチングで1本づつで、さらい彫りを行ないます。
⑤NC彫刻機にて制作します。
アウトラインは、文字の形状を、基準となる輪郭線の集まりとして表現する形式、
拡大縮小変形などの編集を行なっても文字の形が崩れることが少ない形式です。
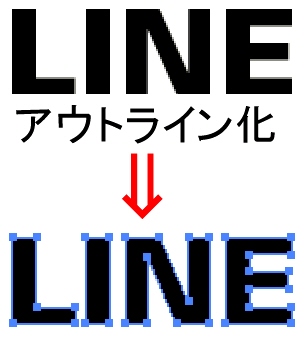 イラストレーターでアウトライン化したデータを彫刻専用ソフトウェアに読み込み
イラストレーターでアウトライン化したデータを彫刻専用ソフトウェアに読み込み
ラインの中をハッチングで彫り込みます。
ベクトル・・・空間における大きさと向きを持つ。 大きさと向きを兼ね備えた量。線分の長さが大きさを表し線分の向きがベクトルの向きを表す。
ソフトウェア・・・コンピューターシステム上で何らかの処理を行う プログラムや手続きの命令をコンピュータが理解できる形式で記述したもの。
ベジェ曲線・・・コンピュータ上で滑らかな曲線を書く場合にベジェ曲線を利用。線分上を一定ペースで動点同士をつないだ線分の曲線。
円弧補間・・・NC機械が横方向送りと縦方向送りの2台のモータを同時に運転し位置決めのとき、円弧を描くようにCPUが演算し自動運転。
CPU・・・各装置の制御やデータの計算・加工を 行う装置。パソコン全体処理・計算を行う、「頭脳」の部分。出力装置や記憶装置に出力。